Materialien bei Positiv-/Negativformen zum Laminieren:
- MDF ist zwar sehr billig, aber bis man dann eine brauchbare Oberfläche in der Form hat, die man zum Laminieren oder zum Abformen verwenden kann, muß man in mehreren Arbeitsgängen fräsen-tränken-schlichten-tränken-schlichten, und das lohnt nur, wenn man die Fräse selbst besitzt und viel Zeit hat. Für ein Funktionsmodell, bei dem es nur auf die Form ankommt (z.B. zum Tiefziehen einer Kabinenhaube o.ä.) wäre es dagegen das preisgünstige Material der Wahl, wenn die eklige Staubentwicklung von MDF nicht wäre.
- ganz leichtes Ureol mit z.B. 150 kg/m³ ist auf den ersten Blick verlockend, weil es viel billiger als schwereres Ureol ist. Letztlich ist es aber nur ein harter Schaum, porös, relativ weich, und absolut nicht für Laminierformen geeignet. Glaubt es einfach, das wäre nur herausgeworfenes Geld.
- "richtiges" Ureol, also in Dichten von 500kg/m³ aufwärts, ist dagegen sehr gut geeignet und lässt sich auch hervorragend bearbeiten. Ureol mit Dichten um ca. 600 kg/m³ eignet sich gut für Positivformen, muß dann aber noch lackiert werden, weil auch dieses Ureol noch geschäumt ist und noch kleine Poren hat. Ab einer Dichte von rund 1100-1200 kg/m³ ist es hart genug und porenfrei, sodaß man direkt eine Negativform fräsen kann, die nicht lackiert werden muß.
- Plexiglas GS:Lässt sich ebenfalls sehr gut verarbeiten und auch schön polieren. Ich habe aber noch keine Quelle gefunden, wo ich das Plexiglas billiger als Alu kaufen kann - daher sehe ich im Moment außer dem Handlingsvorteil (Gewicht) und der geringfügig geringeren Fräszeit keinen Vorteil gegenüber einer Aluform.
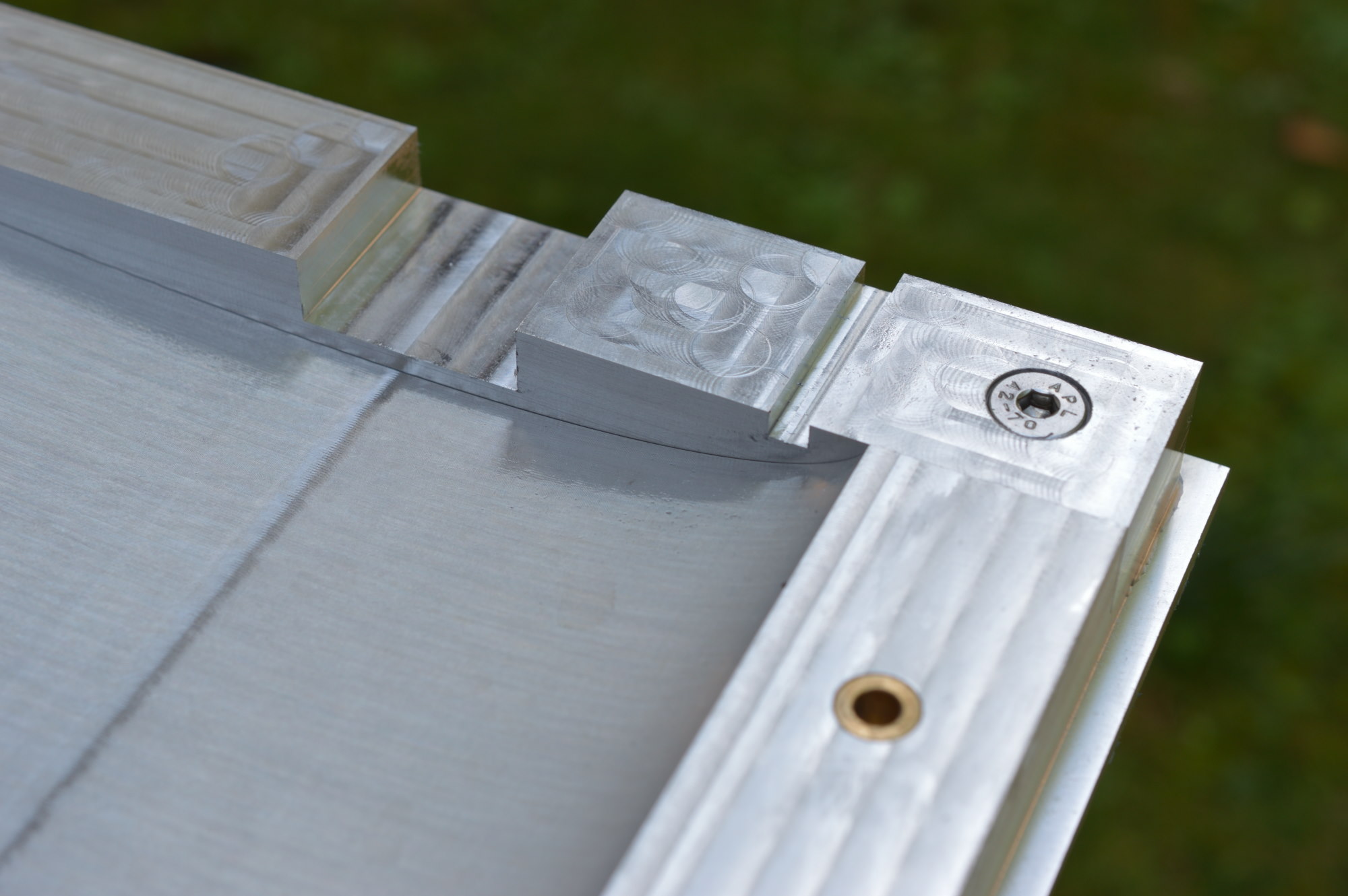
- Aluminium benötigt mehr Zeit und Umsicht beim Fräsen, aber am Ende hat man eine wunderschöne und haltbare Form. Gegenüber Ureol kann man die Dicke der Negativform deutlich dünner wählen, sodaß am Ende nicht unbedingt ein Gewichtsnachteil stehen muß. Für die reinen Materialkosten gilt dasselbe, bei Alu kann man deutlich einfacher das Wunschformat kaufen als bei Ureol, und zusammen mit der reduzierten Dicke kauft man dann weniger Volumen zu einem ähnlichen Gesamtpreis.
Über den Daumen gepeilte CAD- und Fräskosten:
Über Preise schreibe ich nichts mehr, ich mache es ja nicht mehr gewerblich. Als Anhaltspunkt für den Aufwand und damit die alten Texte nicht verloren sind, nenne ich die Zeiten, die man so braucht:
CAD-Modell erstellen:
Für eine (einfache) Flügelform brauche ich 1 Tag, wenn ich genau weiß, was ich will und wie es aussehen muß.
CAM + Fräsen, ein paar Beispiele:
- DLG Flächenform, negativ, Alu, 1,6m Spannweite: reine Fräszeit 20h
- Flächenform, negativ, Alu, 3m Spannweite, mit Wurzelrippenschablone: reine Fräszeit 55h
Weitere Einflußparameter:
- (teurer)
nicht ebene Trennebenen, oder wenn man die V-Form gleich mitfräst.
Grund ist, dass dann auch die Trennebene recht fein abgezeilt werden muß, und das dauert wieder lange. - (teurer)
doppelte Spannweite dauert nicht einfach doppelt so lange, sondern (bei doppelter Flügeltiefe) 4x so lange. Die zu fräsende Fläche vervierfacht sich. - (billiger)
- Ureol -> mehr Vorschub möglich als bei Alu -> schneller
- geringere Ansprüche an die Oberflächenqualität direkt nach dem Fräsen -> größerer Zeilenabstand -> deutlich schneller
- positiv statt negativ fräsen (weil man in der Regel mit einem größeren Fräser arbeiten kann und so mit größerem Zeilenabstand dieselbe Oberflächengüte erreicht) - (fast egal)
Das Volumen, was weggeschruppt werden muß, ist fast egal, das geht schnell. Der Schlichtvorgang ist der, der die meiste Zeit braucht.
Beispielbilder, Oberflächengüte, usw.:
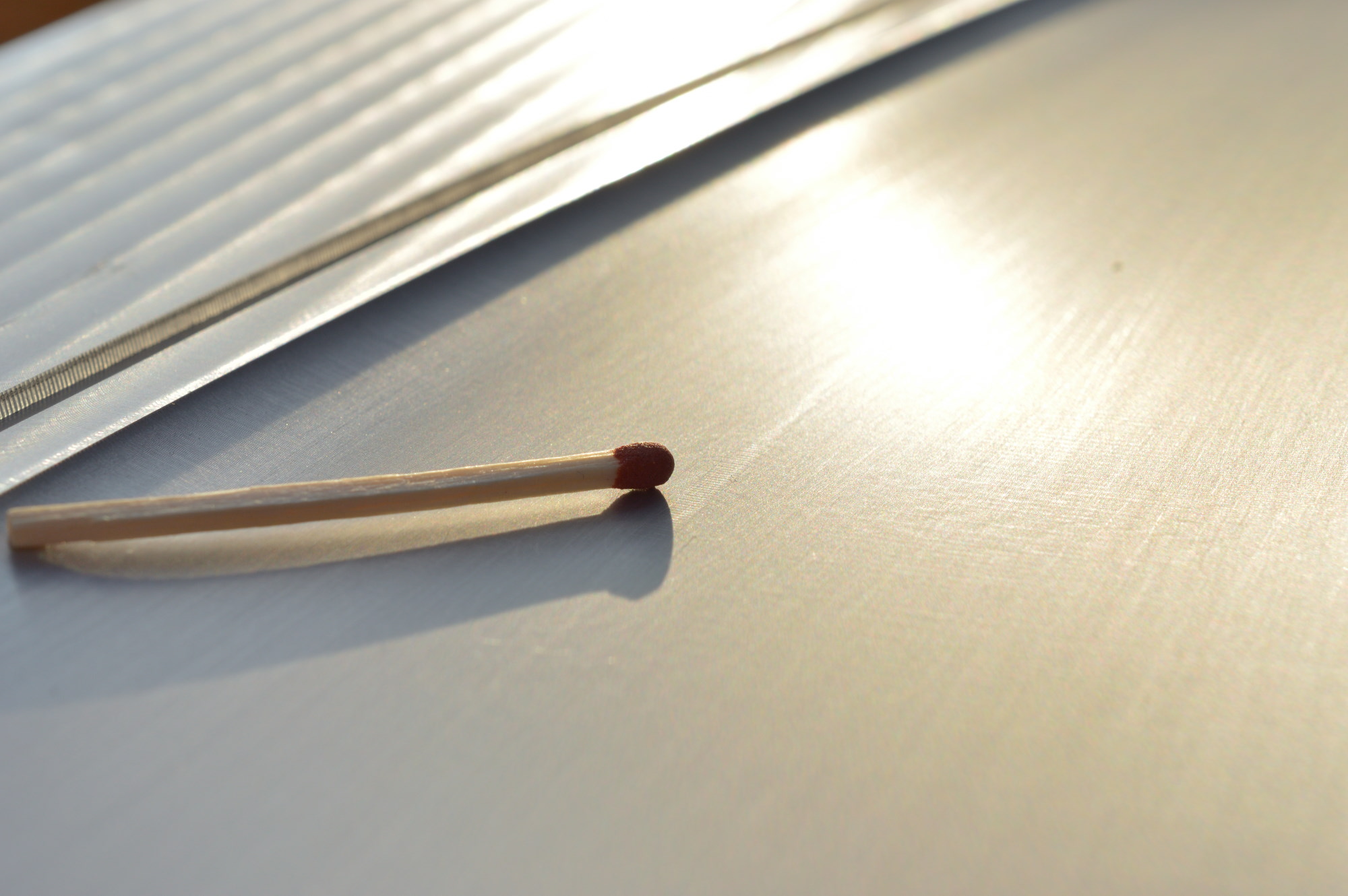
Erreichbare Oberfläche nach dem Schlichten (4mm Torusfräser, Eckradius 0,3mm, Abzeilen mit 0,15mm Zeilenabstand, Vorschub 0,05mm/Zahn):
(zum Vergrößern anklicken)
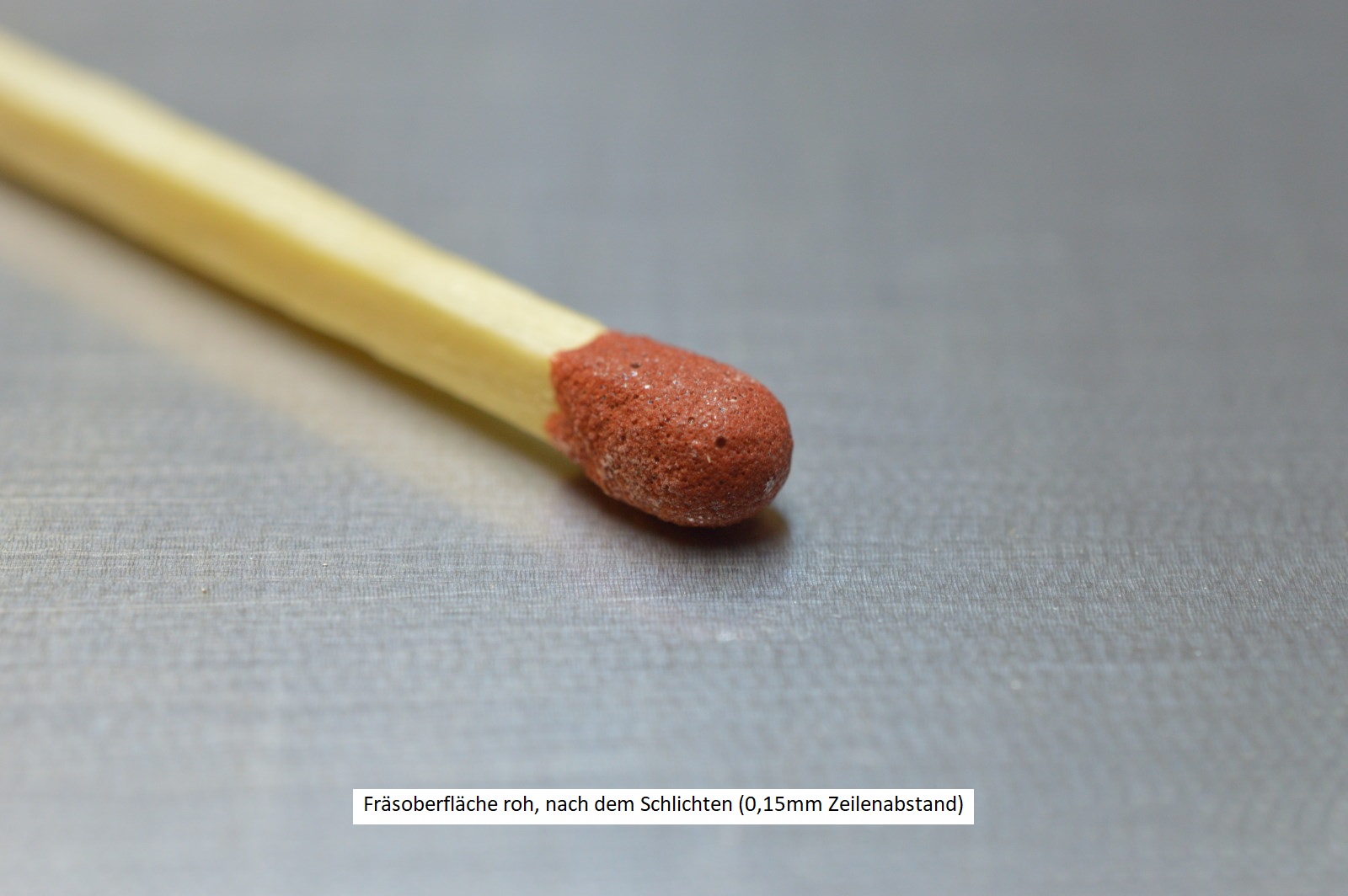
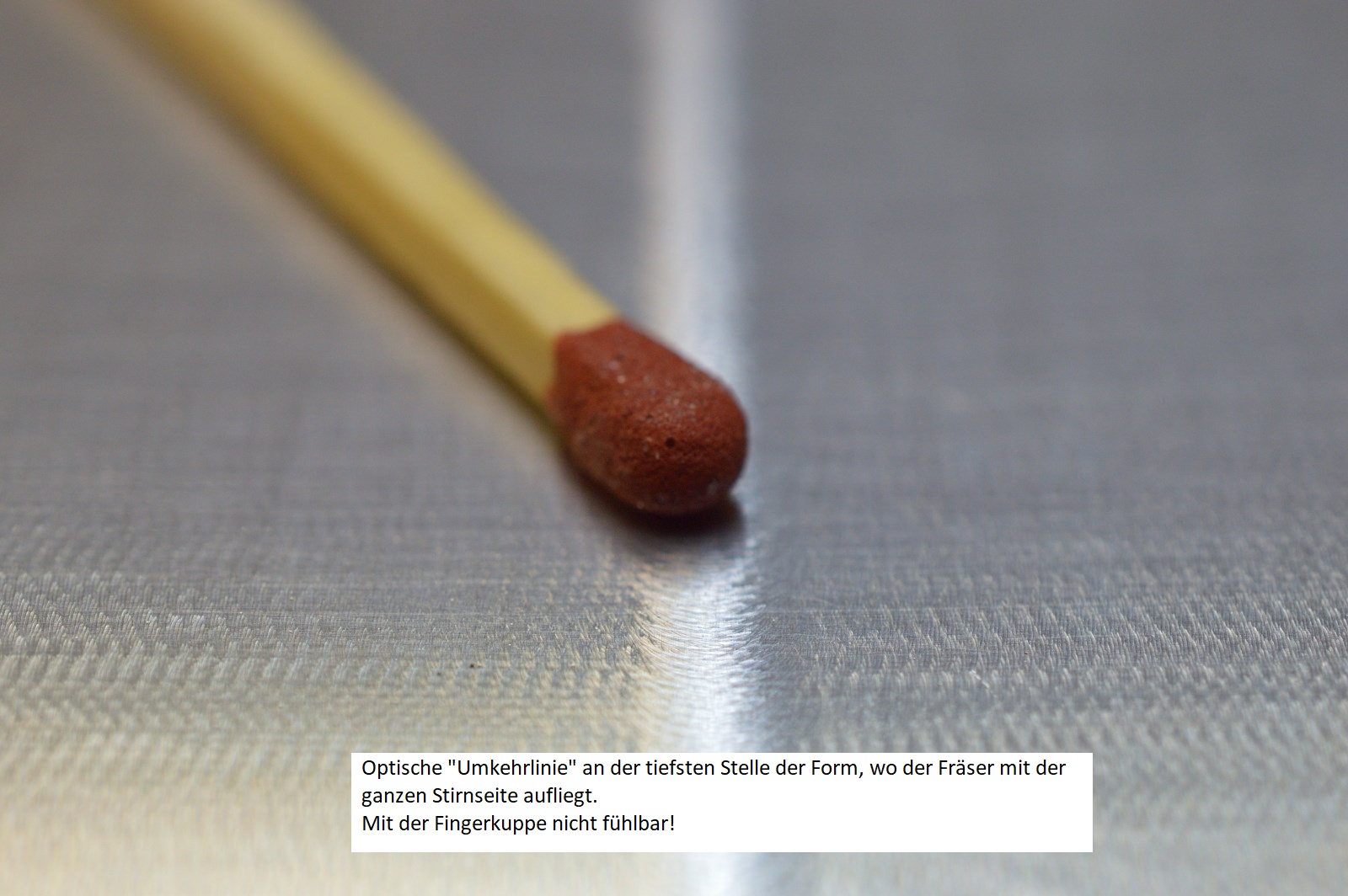
An der tiefsten Stelle der Negativform liegt der Torus-Fräser nicht nur mit der Kante auf, sondern mit der vollen Stirnseite. Das sieht man im Fräsbild. Hier sieht man die "Riefen" noch besser als beim vorigen Bild, weil das Licht etwas mehr von der Seite kommt. Trotzdem: Die Rauigkeiten hier auf den Bildern spürt man nicht mit der Fingerkuppe!
Schleifen der Oberfläche:
Hier habe ich mit feinem Schleifvlies nass mit der Hand überschliffen. Das dauert pro Formhälfte ca. 30 Minuten, dann sind alle kleinen Frässpuren schon weg. Bewährt hat sich bei mir das Schleifvlies "Bosch Vliesrolle Expert for Finish, sehr fein GP". Das ist vergleichbar mit 1000er Schleifpapier, aber es setzt sich nicht zu, schmiert nicht, und liegt viel besser in der Hand. Anfänglich hatte ich Angst vor dem Alu-Schleifen, da man ja an vielen Stellen von tagelangen Polierorgien liest, aber das ist eigentlich halb so wild, wenn man die Kirche im Dorf lässt.
Hier im Bild ist zusätzlich schon Trennwachs drauf:

Sicherlich kann man das noch viel schöner polieren, ich bin da aber zu faul dazu, ausreichend glatt zum Fliegen ist es auch so:
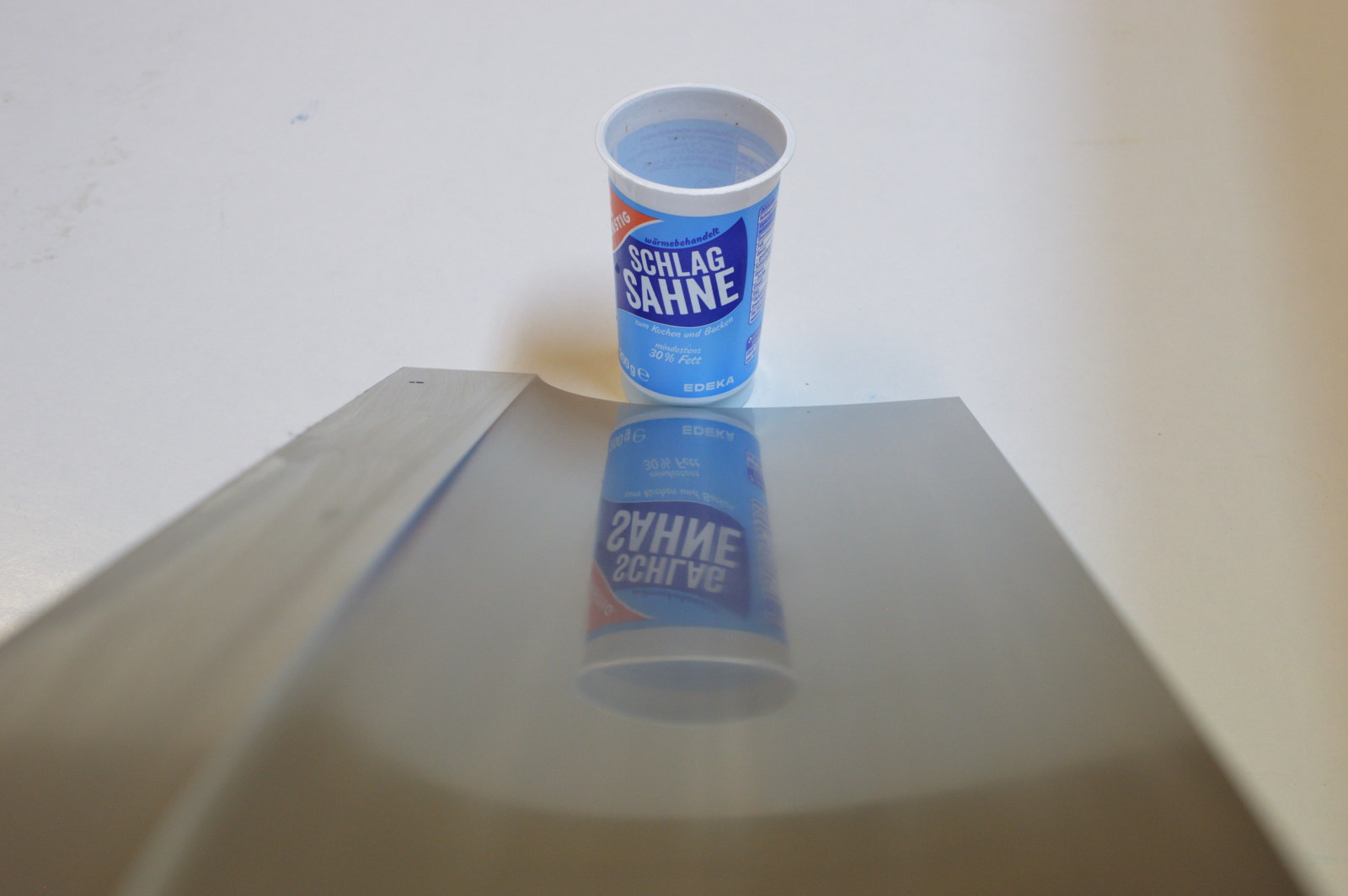
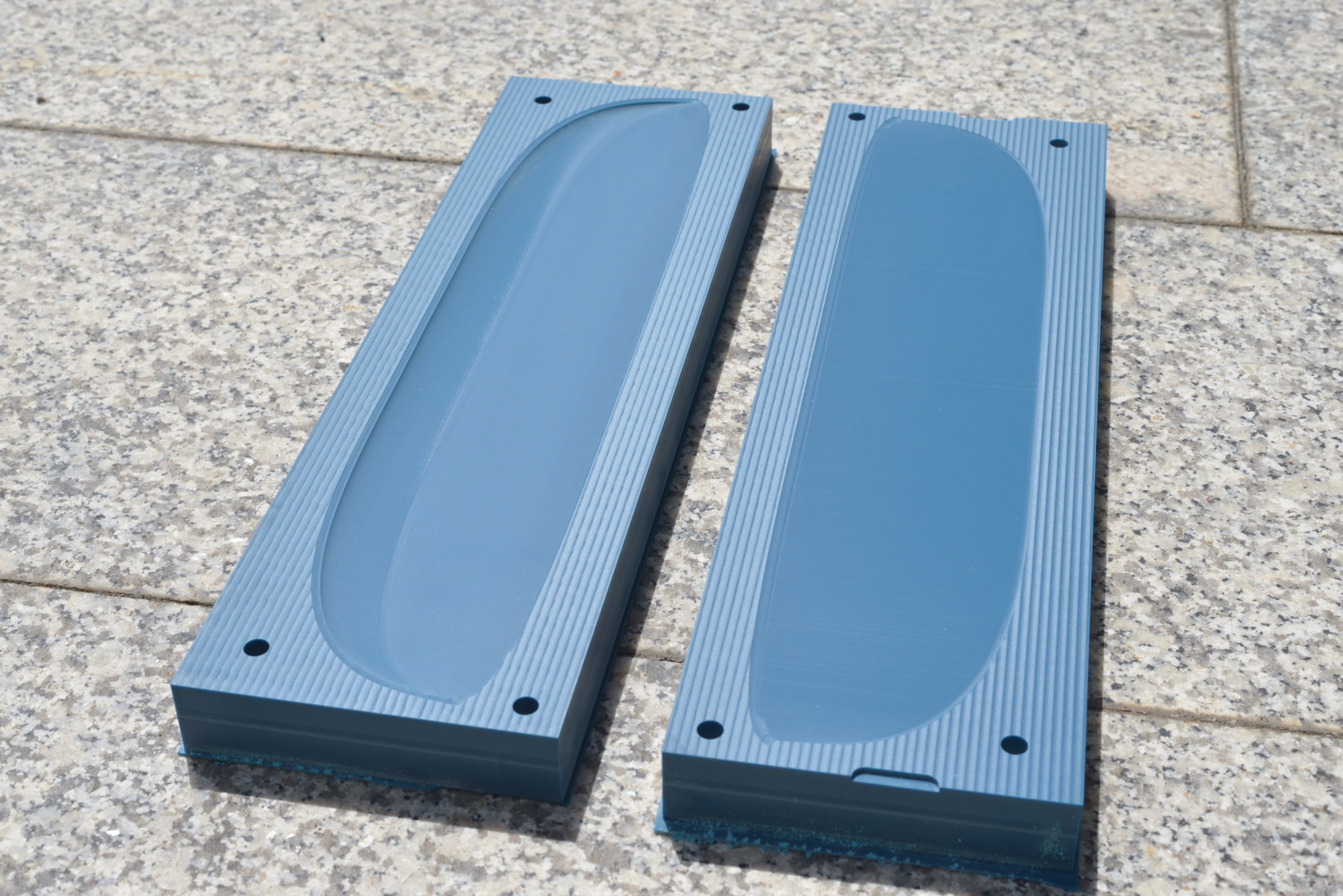
Und so schauen dann zwei Negativformen (jeweils Oberseite links und rechts) aus:

Leitwerksform für ein F1B-Modell aus Obumodulan 1400 (1200 kg/m³), so wie es von der Fräse kommt (ohne Schleifen):

Negativform für eine Windsurf-Finne:
Teststück Plexiglas:
Rohzustand direkt von der Fräse (ohne Schleifen):

...und grob mit 1000er Schleifvlies geschliffen sowie mit Zahnpasta poliert (hatte gerade keine Polierpaste da):

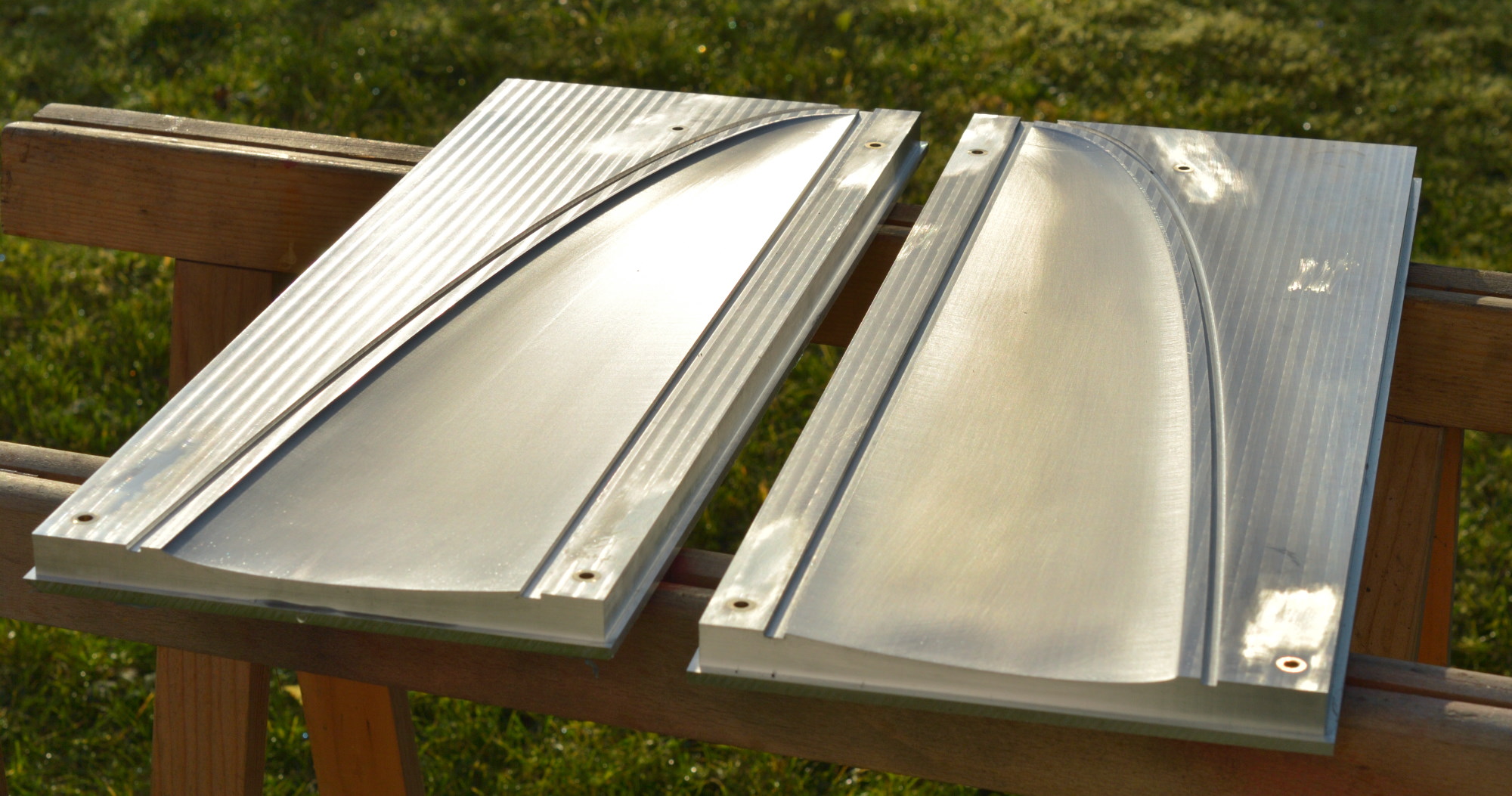
3m Negativform, Alu, so wie es von der Fräse kommt (ohne Schleifen):
(die sichtbare Linie an der größten Profildicke ist nur der Umkehrpunkt vom Fräser, das ist keine Kante)